

? 最前沿的室內裝修工藝指南
發掘室內裝飾最新的施工流程及工藝標準規范,推動設計方案有效落地。
本期看點:木飾面、施工要點
大家好,我是你們超級可愛的佳佳妹呀~
目前越來越多的空間也都用木飾面來做裝飾,木材本身特有的天然紋理,細膩深邃而不做作,不論在工裝空間還是家居空間都是不二之選。
佳佳妹在網上收集整合了一些資料,下面讓我們來看看木飾面的一些工藝技術~
01
「關于木飾面」
常見木飾面基層可分為以下3個種類。
顆粒板

顆粒板是以桉木、楊木和松木等速生木材為原料,機械粉碎成顆粒狀再加膠水高溫高壓壓制而成,簡單理解為,里面是木材粉碎后的顆粒,顆粒比較大。
顆粒板成型時所需的膠水量很少,最容易做成環保性高的板材,輕松可達到最新的國標E1級別。
顆粒板的強度也很好,表面的平整度也相當高,最經常被用作柜體的承重側板和層板,缺點就是防水性差,防潮性一般。
密度板

密度板也叫中纖板,就是由木質的纖維制成的板材,原材料和加工過程和顆粒板相似。
顆粒板保留的是顆粒,密度板就研磨的更厲害變成了粉末狀的植物纖維。雖然環保性、強度和防潮性都不如顆粒板,但是內部是纖維結構的,能輕松的做成各種造型。
主要拿來做造型門板,一般的歐式、美式、烤漆等門板都是用密度板為基材來做的,它的強度不夠,就很少拿來做柜體了。
多層板

多層板也叫多層實木板、夾板、生態板等等,用速生木切成薄片,一層層垂直交錯鋪貼,每層都加膠水壓制而成。
生產過程中需要加入大量的膠水,甲醛含量的控制難度非常大,最大的優點就是防潮性很好,甚至丟到水中,短時間內的吸水膨脹率也很低。

而木飾面板是將較珍貴樹種的木材加工成0.1~1mm的微薄木切片,再將薄木片膠粘于基板上制成的板材。
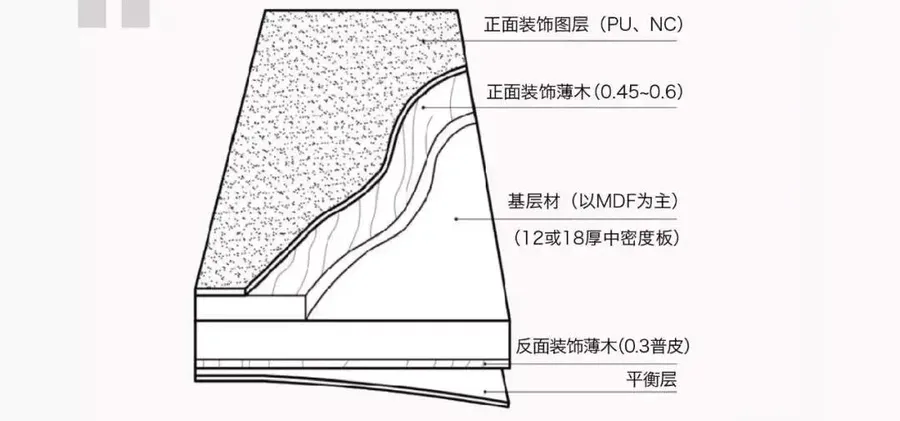
木飾面板的取材較為廣泛,例如櫸木、花梨木、楓木、桃花芯、西南樺、沙比利等。
木飾面板可分為3mm厚木飾面板(又稱切片板)和微薄木飾面板(又稱成品飾面板)。

02
「木飾面收口工藝」
木飾面陽角收口
陽角木飾面收口需注意:
(1)盡量避免45°拼角(尤其是現場拼角),盡可能采用海棠角及側面留縫工藝;
(2)陽角工藝槽盡可能留在人的正常視線范圍以外(非主視面)。
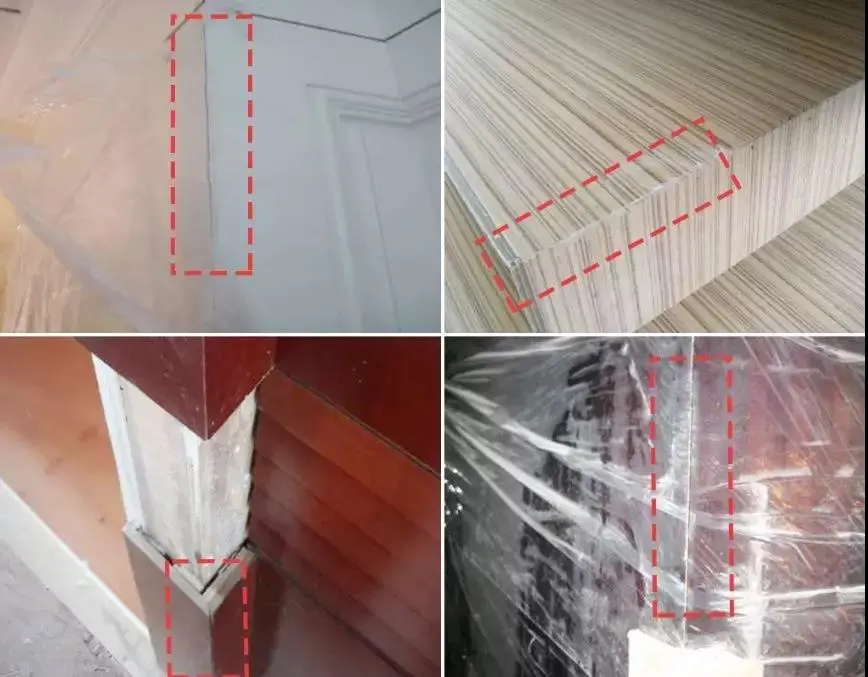
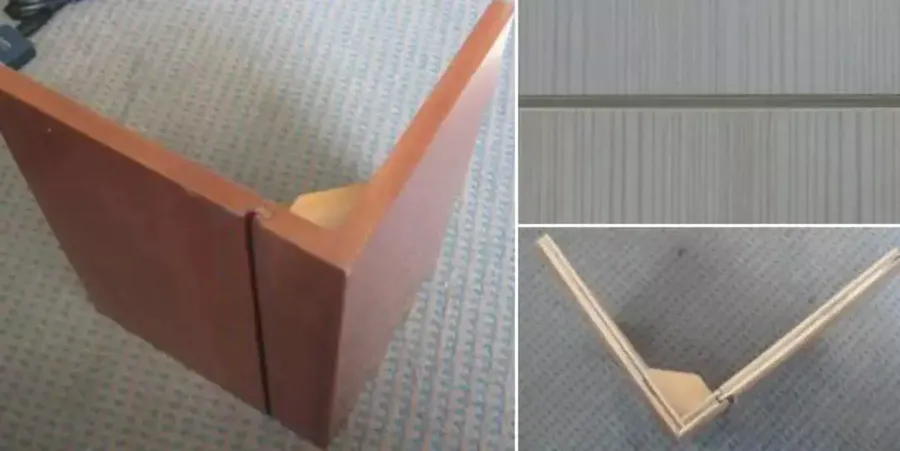
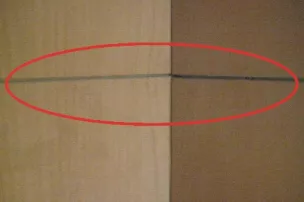
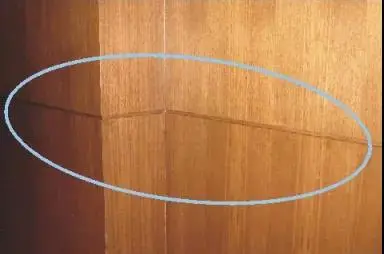
木飾面板陽角開裂△
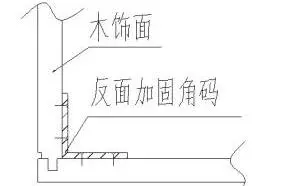
木飾面的節點圖△
上圖是木飾面最常見的陽角處開裂的情況,之所以開裂,是因為在工廠制作和運輸途中,以及現場的搬運及安裝過程中,木飾面的陽角受到不同程度的磕碰。
如果沒有對其陽角處進行加固處理,直接采用45°拼角,必然會出現問題。
所以,可以在前期這樣進行優化:
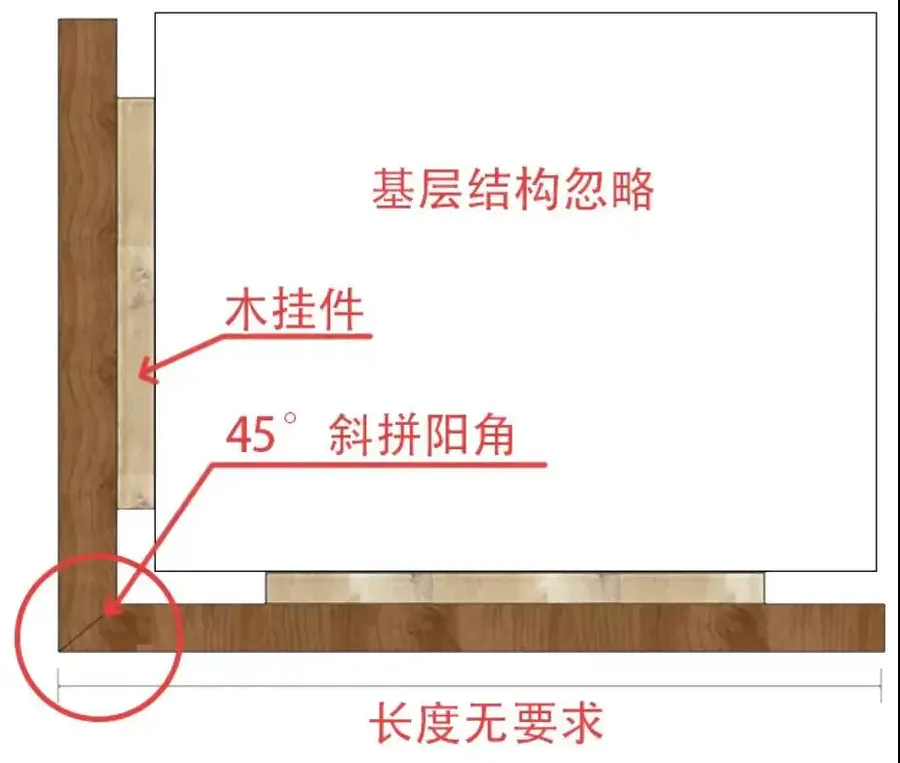
保留45°拼角,背后采用三角撐固定
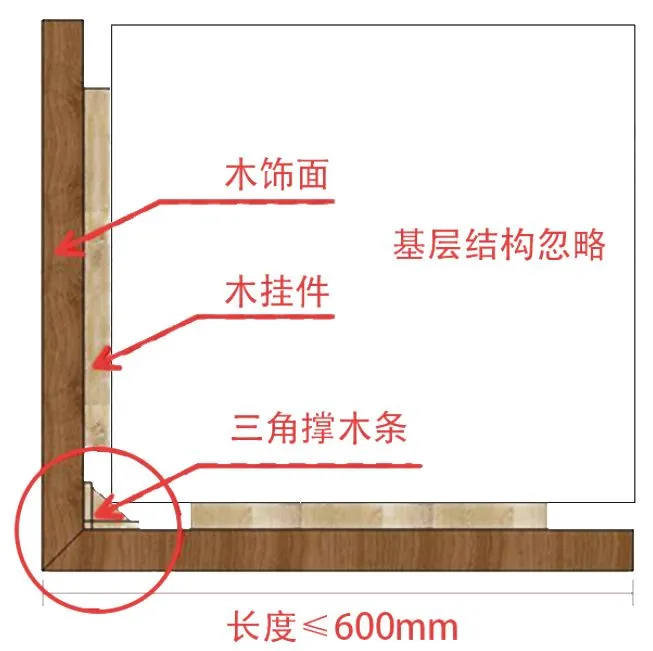

優點:保留了陽角硬朗轉折的設計效果。
缺點:收口畢竟是在陽角上,后期開裂的風險較大,而且還會存在角度太過尖銳從而撞傷人的情況發生。
收口變為陰角或平面:
根據收口原則,能在陰角或平面收口時,盡量把口守在陰角和平面。
海棠角木飾面△

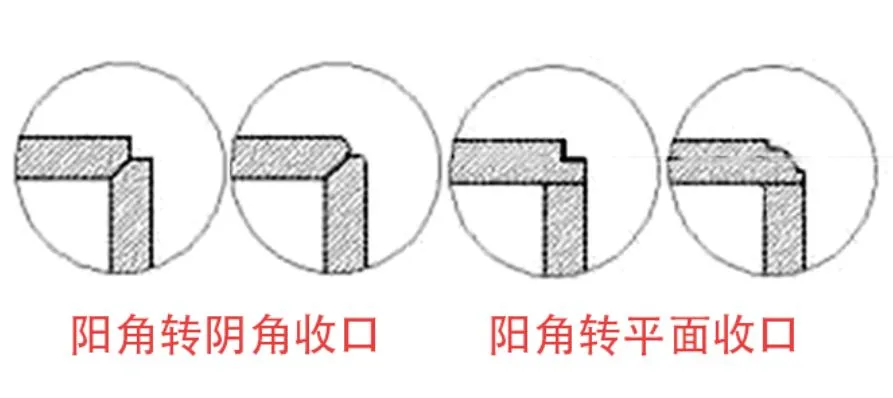
陽角收口的常見樣式△
如圖,把陽角轉為陰角可以更好地抗開裂,但轉角處不能保持方案一的硬朗。
不過,若采用5*5mm的海棠角,從設計角度來看,既為整個空間增加了細節,還不影響空間效果。
陽角一側收口△
注意,若采用把陽角收口變為在一側平面收口的情況,應將平面上的工藝槽盡可能留在人的正常視線范圍以外(非主視面)。
木飾面陽角收口案例△
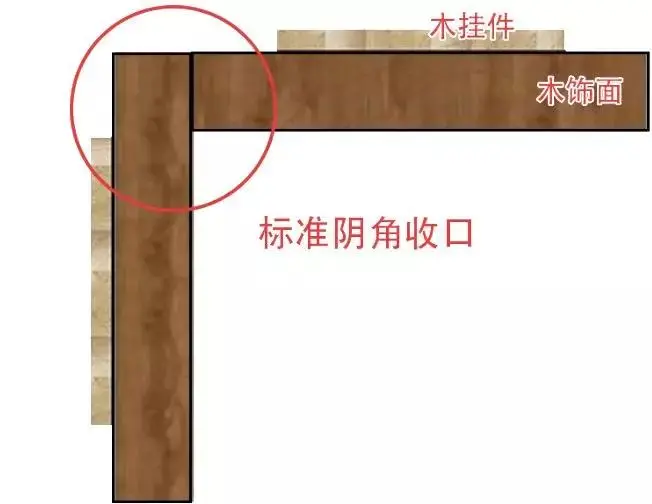
木飾面陰角收口
陰角木飾面注意事項:
(1)注意陰角木飾面工藝縫空洞及干燥收縮縫問題;
(2)交叉木飾面的接縫避開人的正常視線。
對于陰角工藝縫,工藝縫內需貼皮或油漆處理,縫深度大小要跟大面木飾面的工藝縫深度相同。
陰角不同于陽角,開裂的情況比較少見,所以在做木飾面陰角的深化時,一般都會采用和石材陰角收口一樣的方法來繪制節點圖紙。
木飾面陰角收口節點圖△
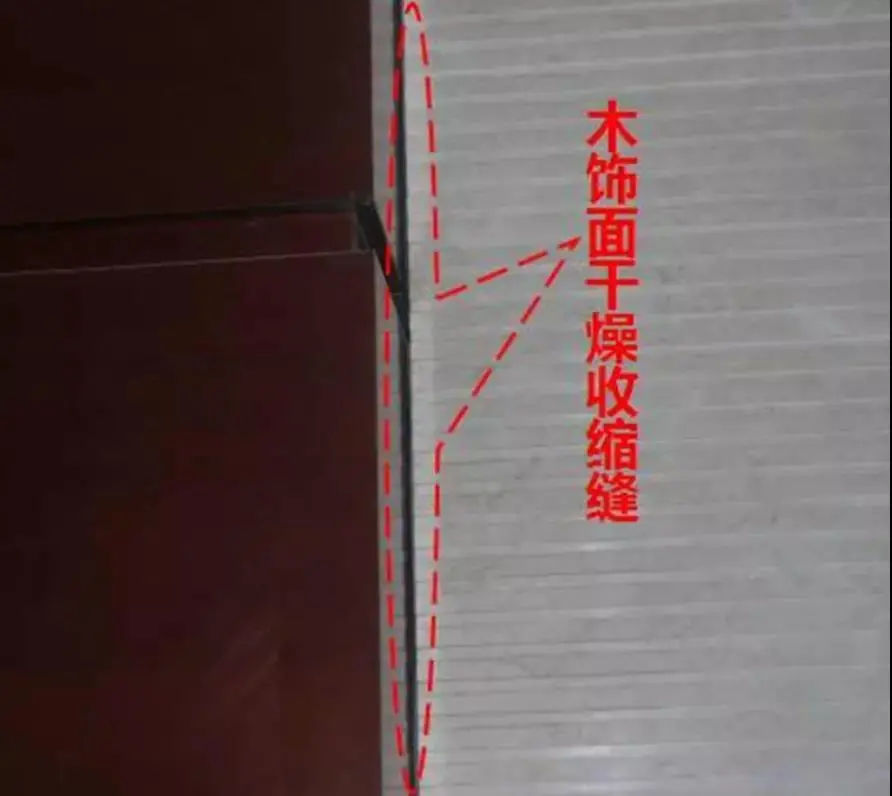
但這樣做會讓木飾面受外界溫度的影響,導致含水率的不穩定,從而形成收縮縫,最后導致陰角出現空洞的情況發生。

木飾面收縮導致陰角工藝縫處收縮出現空洞△
雖然木材的收縮沒法避免,但我們可以和木地板一樣,在節點圖上給木飾面的陰角留一些伸縮縫,保證它自身收縮后不至于從表面能看出來。
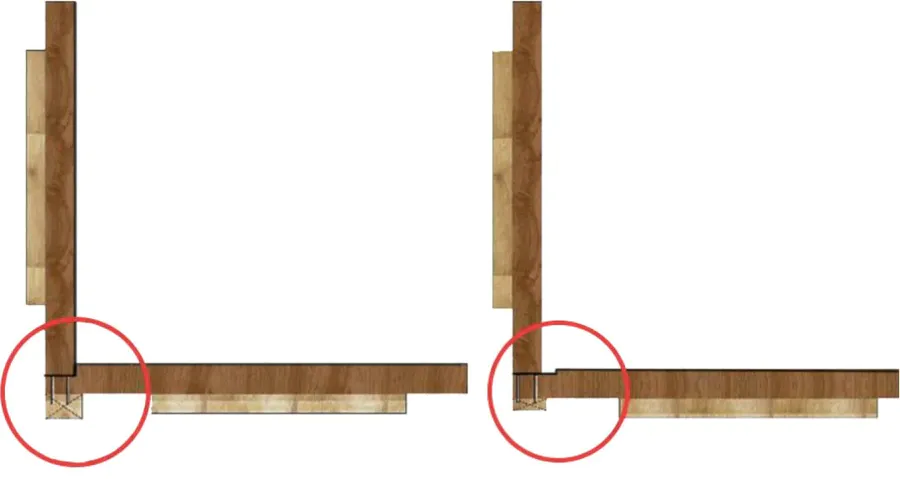
陰角線優化方案△
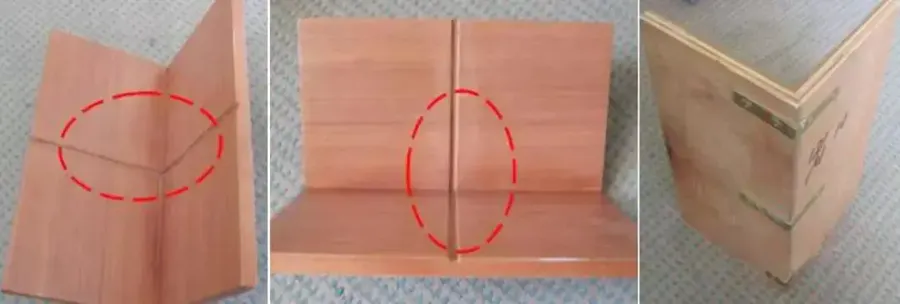
成品木飾面陰角樣板△
木飾面收縮導致與其他材料的陰角處收縮開裂△
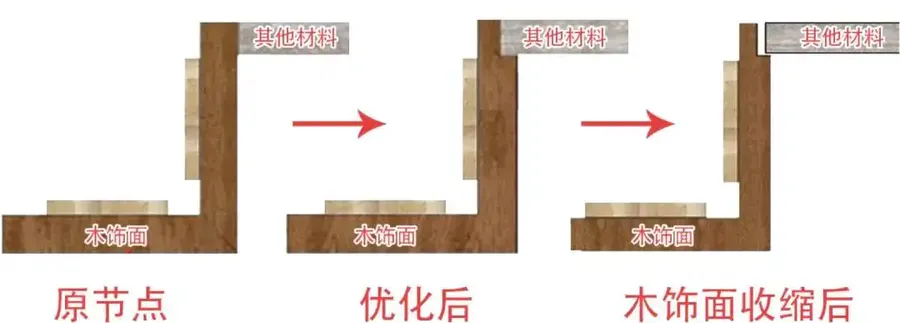
節點優化過程圖△
木飾面工藝縫
木飾面工藝縫注意事項:
(1)工藝縫槽內油漆(工藝縫< 5mm ,做與大面相近的色漆,工藝縫≥5mm,槽內須貼木皮做面漆);
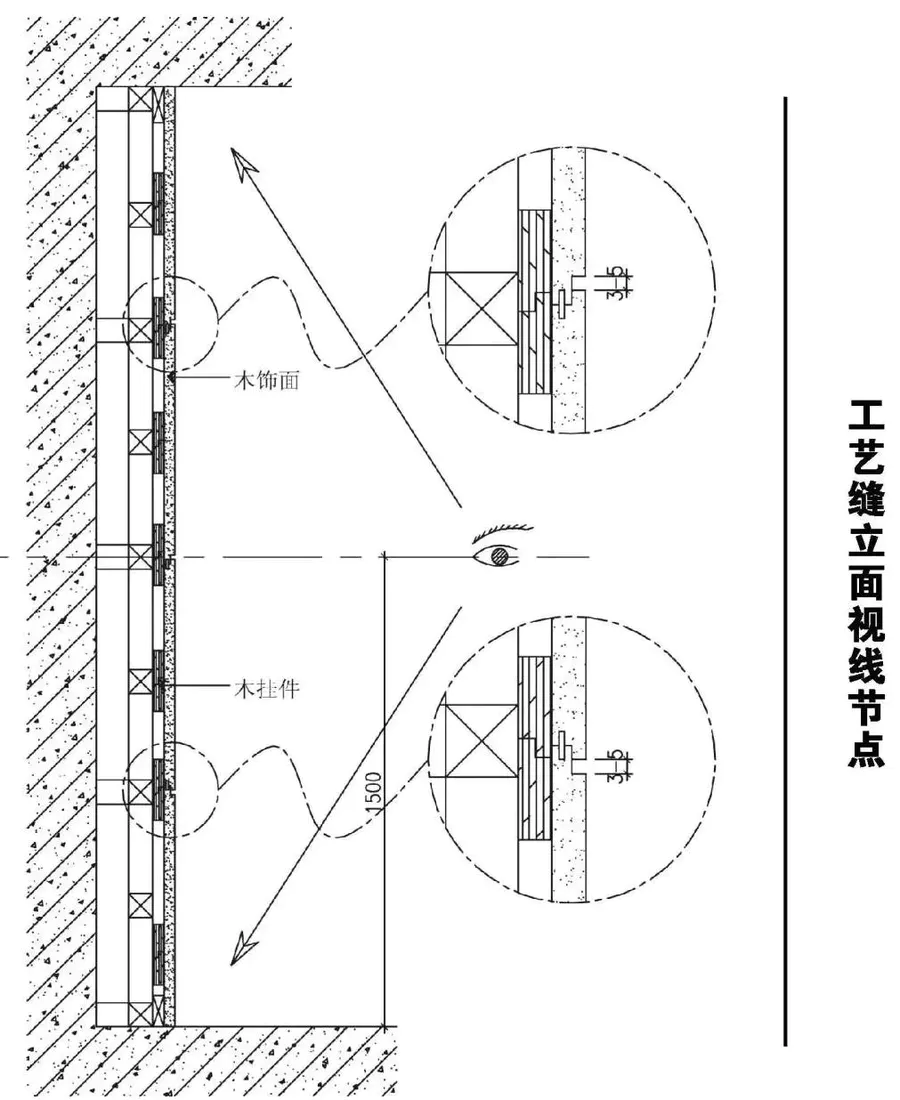
(2)工藝縫跟通、錯位及工藝縫大小;
(3)工藝槽拼縫盡量處理在人站立時自然視角 不可見范圍內。
木飾面工藝縫分為:“U”型工藝縫、“V”型工藝縫和平接工藝縫。
U形工藝縫拼接:

V形工藝縫拼接:

密縫工藝縫拼接:

以上三種方式是木飾面分割時工藝縫的最常見形式。
當然,在使用它們時,應該知道下面這些注意事項:
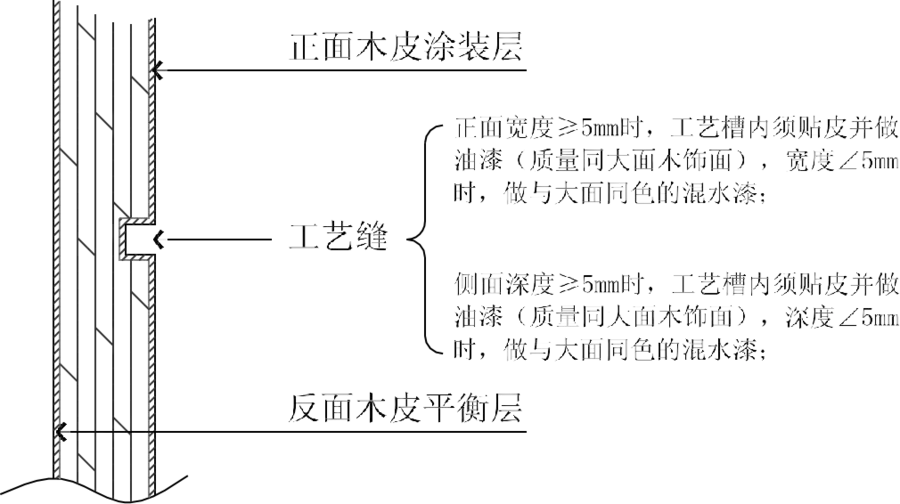
1、工藝縫尺度? 5mm時,只能做與大面相近的油漆來飾面,工藝縫≥5mm時,槽內則可貼木皮做油漆,所以,建議工藝縫的尺度≥5mm為宜。
2、木飾面的拼縫處,應盡量避免人的視線范圍。
3、要想做大面積無縫的木飾面板,可以采用薄木貼面板的方式來實現,其收縮性會小于采用木飾面厚板來做。
工藝槽內油漆要求:
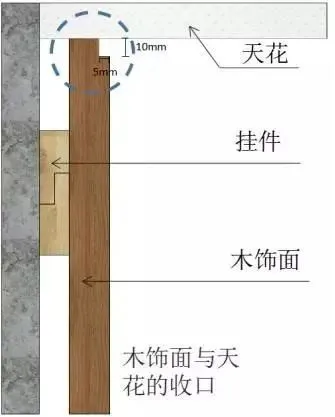
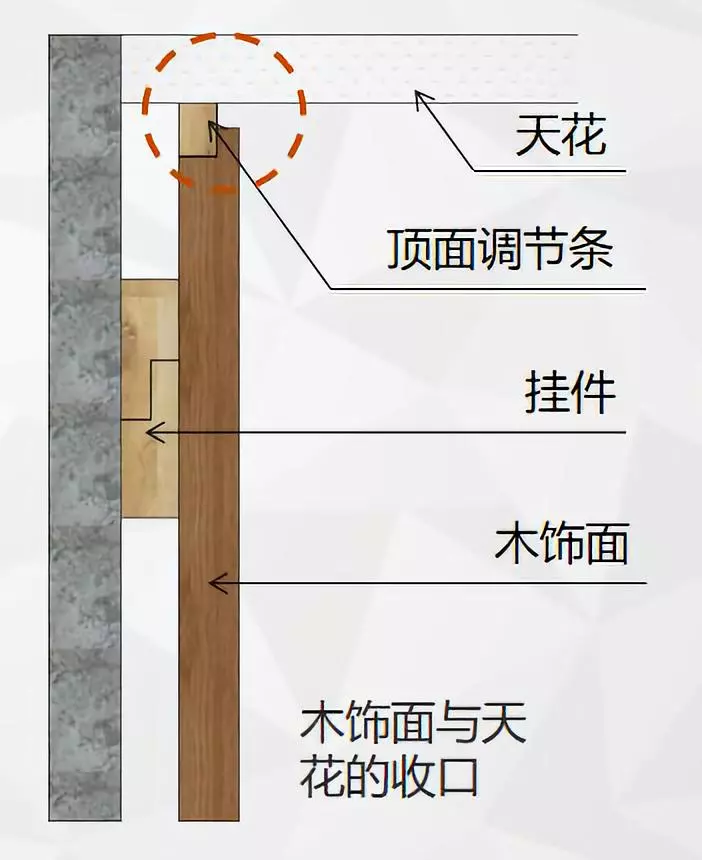
木飾面吊頂收口

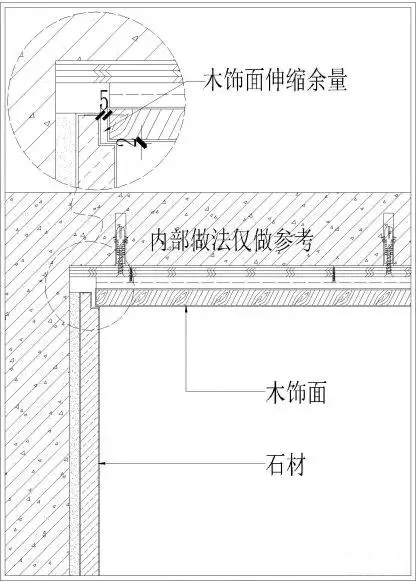
木飾面與石材收口



石材與木飾面收口
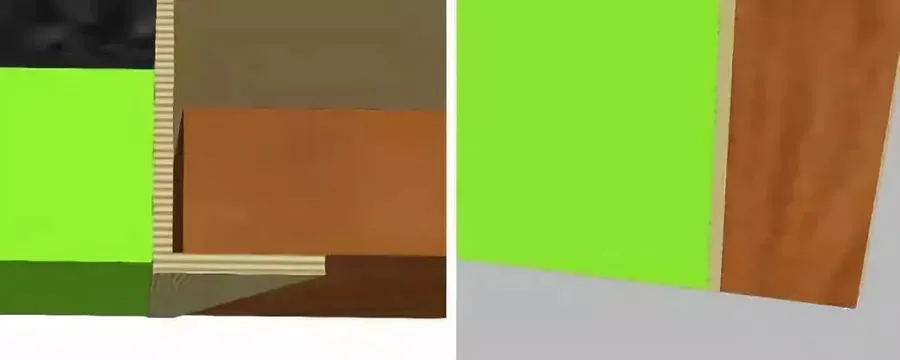
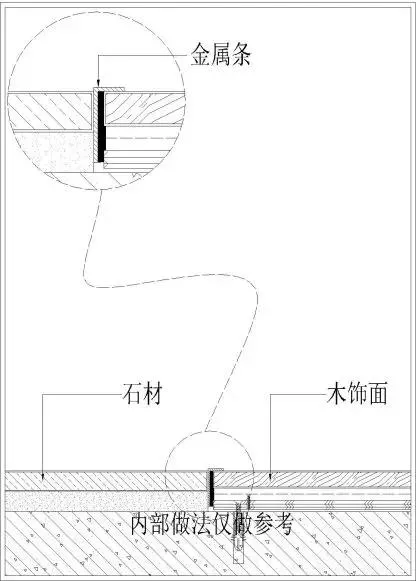
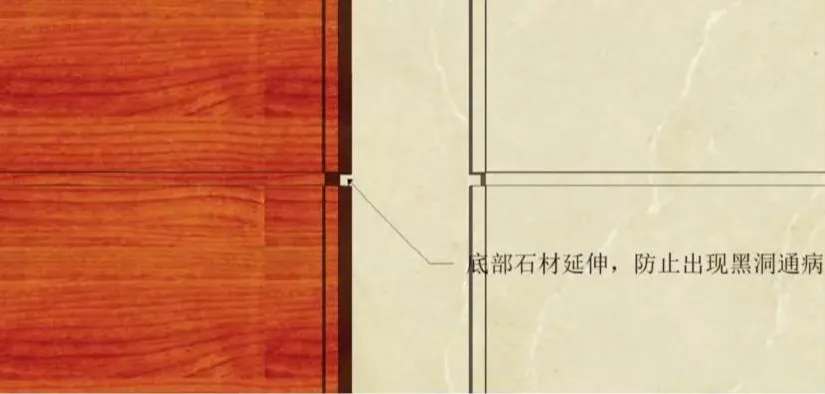
石材與木飾面陰角收口:

? 石材上做啟口,與木飾面搭接,使得木飾面有一定伸縮空間,在后期不至于頂裂石材。
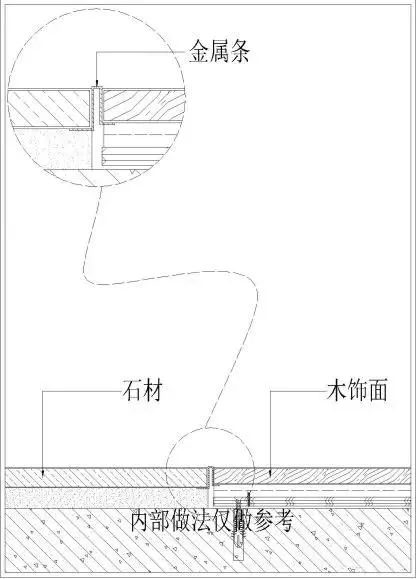
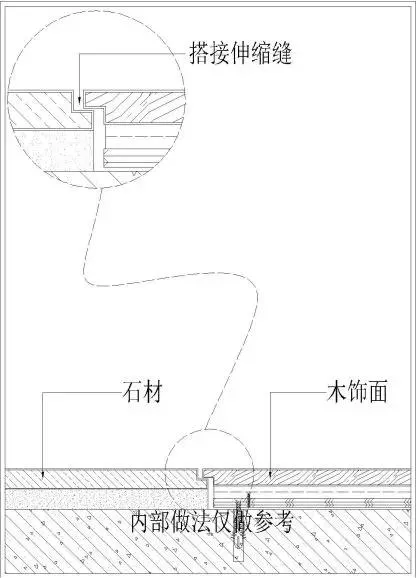
石材與木飾面平收口:
? 不銹鋼分界條,該種方式較為常用,無論是石材或是瓷磚都能較好的過渡;
? 不銹鋼條最好冒出1厘,以免暴露側面段剖面材質;
? L型收邊條,該種收邊條多為成品,由于收邊條過于寬厚,會顯得比較笨重,故較為少用;
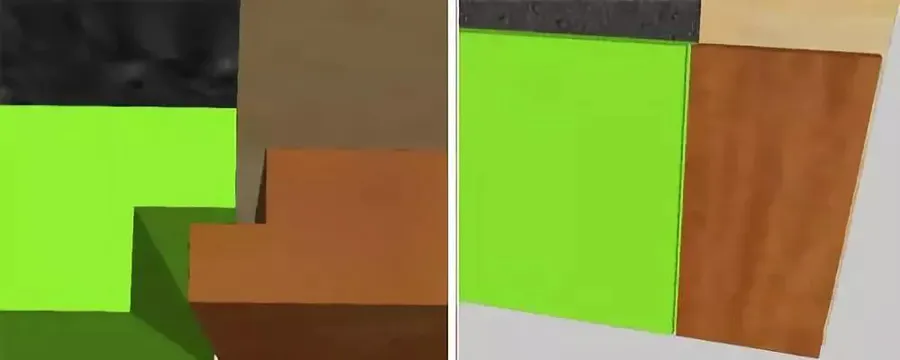
? 木飾面與石材搭接,需給木飾面流出適當的伸縮空間,類似工藝縫做法,即便木飾面暴露縫隙也是看到石材的本色,但石材加工該槽口將比較難加工;
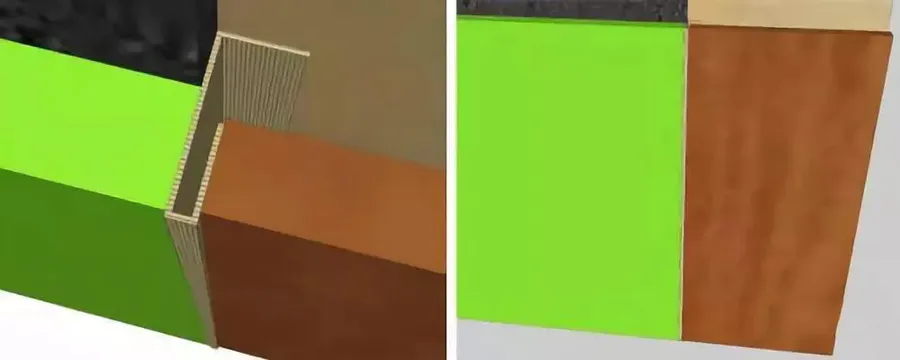
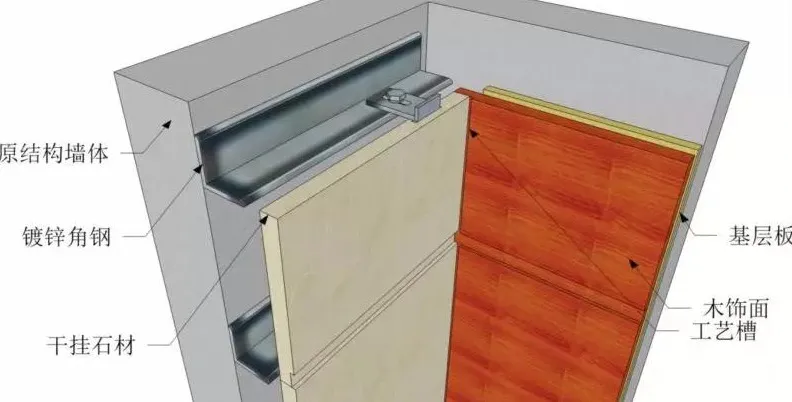
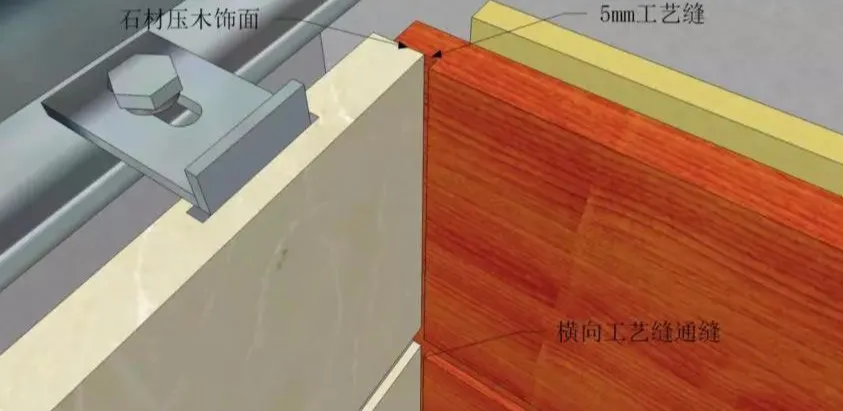
墻面木飾面與石材收口

? 飾面橫向工藝槽注意水平高度一致,交接處U型工藝槽寬度根據設計要求深化,可不抽橫向工藝槽。

? 木飾面基層板需延伸至嵌條位置,嵌條基層條寬度小于U型條內壁寬度,采用中性硅酮膠安裝。
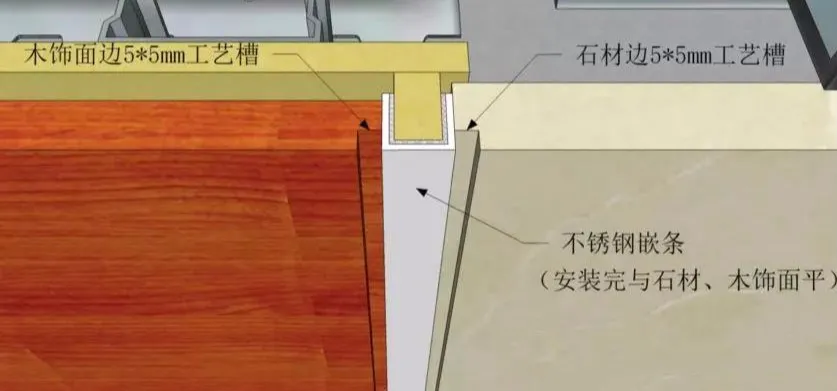

? 木飾面邊緣留5*5工藝槽與石材平收,注意槽內貼皮油漆到位,交界處石材側面需拋光處理。
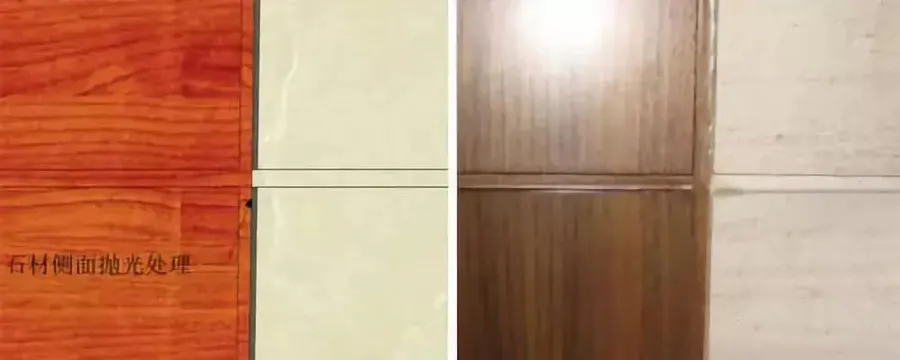
▲ 木飾面與石材平收方式三(細節)
? 木飾面與石材交界邊緣如圖所示抽槽處理,石材壓木飾面,防止橫向工藝槽陰角處收口露空洞。
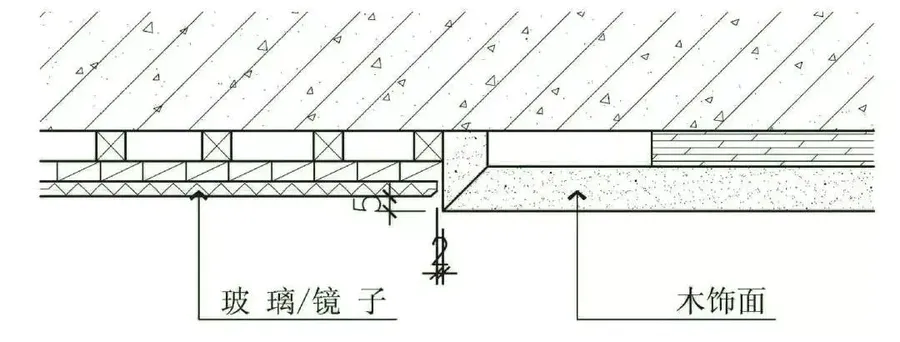
木飾面與墻面銀鏡/玻璃收口
木飾面與車邊鏡之間留1到2mm間隙,防止因木飾面安裝垂直度誤差導致后期銀鏡無法安裝,銀鏡安裝完成后根據木飾面顏色選擇相應的柔性玻璃膠收口
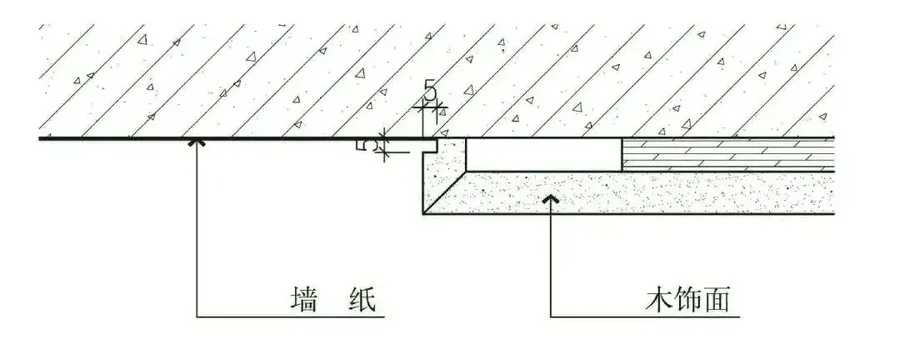
木飾面與與墻紙/乳膠漆收口
木飾面陰角與壁紙收口若不打膠則端頭工藝槽寬度不宜太小,否側會影響油漆工找補或壁紙工裁切;若后期打膠,則可留3mm工藝槽,后期精細打膠處理。
03
「安裝工序及基層做法」
木飾面安裝工藝
木飾面安裝時,可以采用粘貼法或干掛法。應根據不同的基層、工藝要求,環境條件等選擇相應的安裝方式。
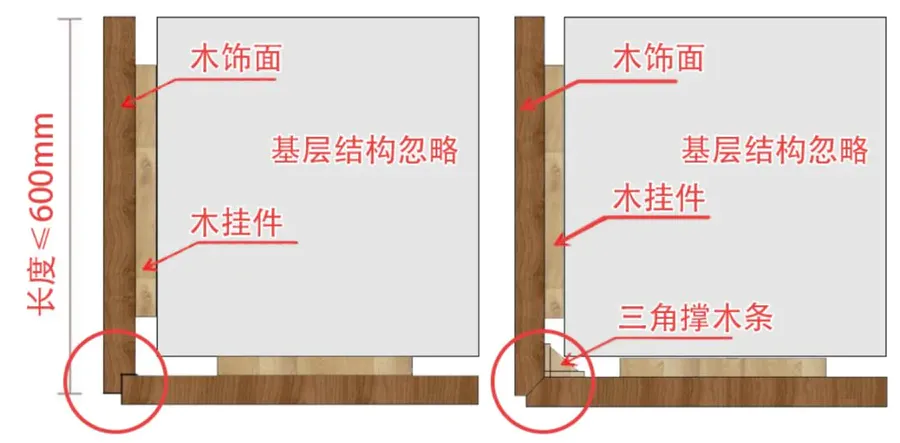
通常情況下,木飾面的木掛條干掛安裝施工是一種相對成熟且適應性較廣泛安裝方式。本文以木龍骨基層干掛木飾面的安裝方法為例,介紹木飾面的施工工藝流程。
木飾面的木掛條干掛安裝施工工藝流程:

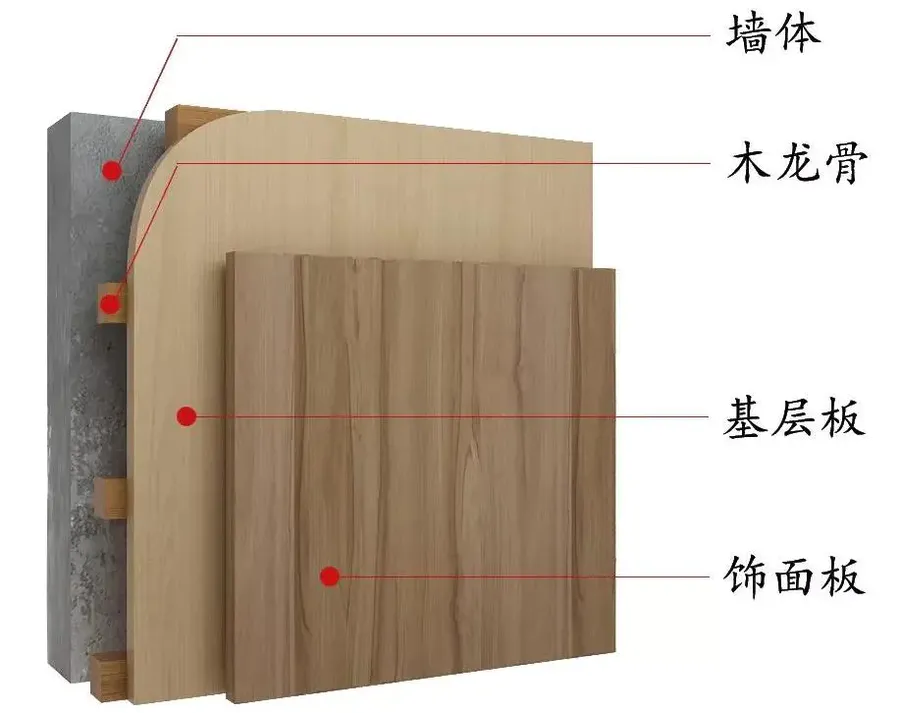
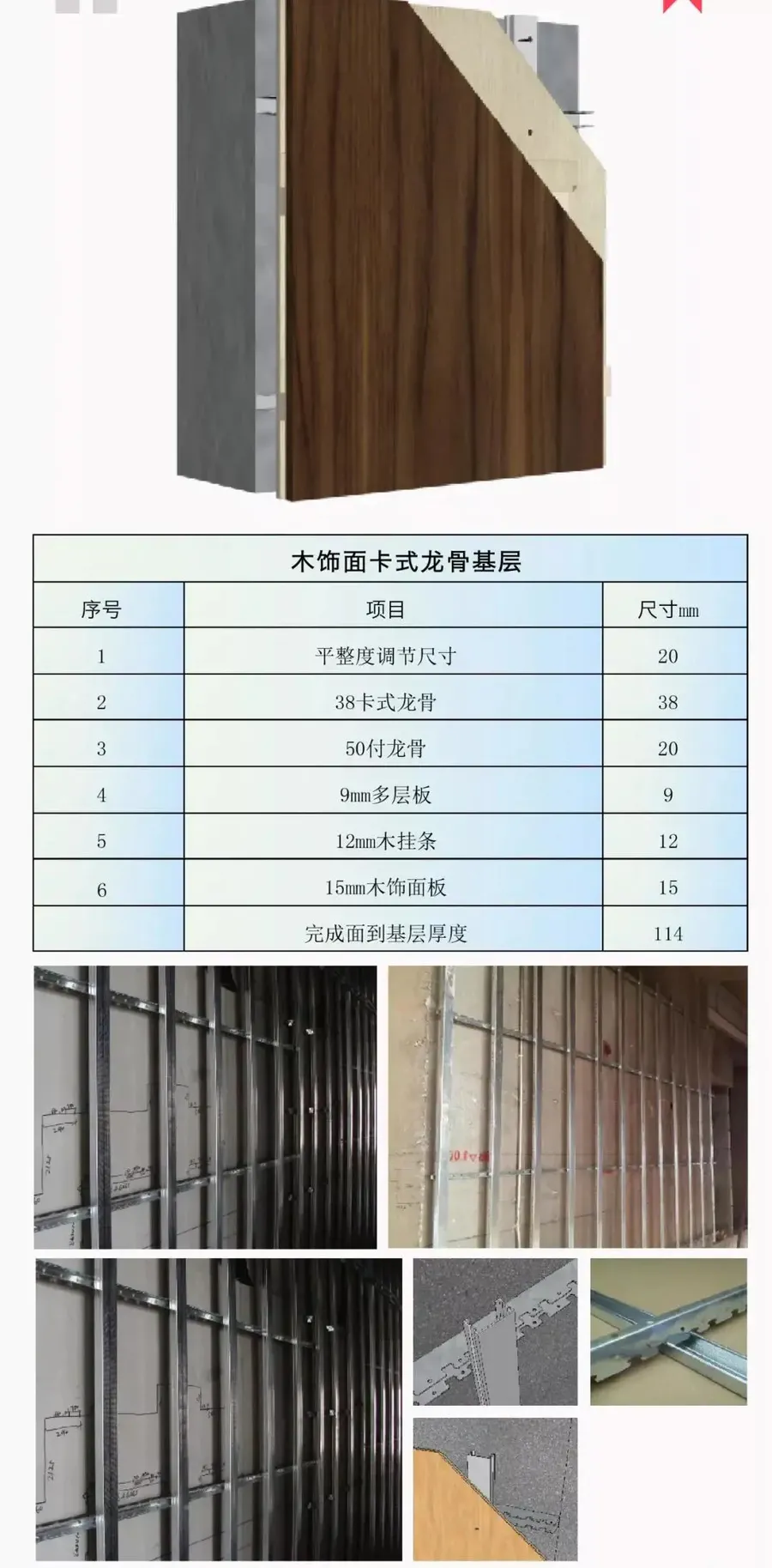
木飾面基層做法
木飾面卡式龍骨基層
38卡式龍骨+50付龍骨+9mm多層板+12mm木掛條+15mm木飾面板
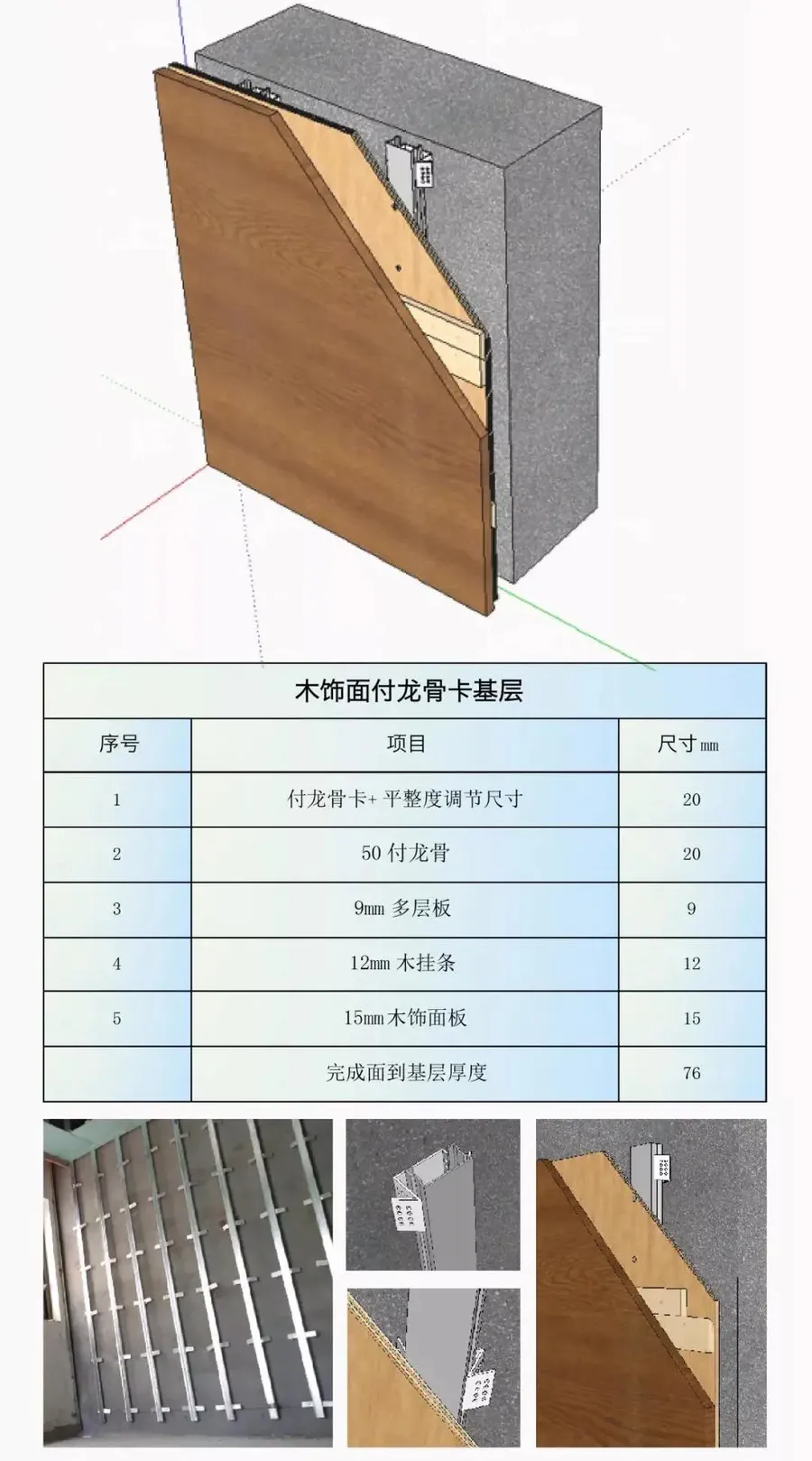
木飾面付龍骨卡基層:
38卡式龍骨+50付龍骨+9mm多層板+12mm木掛條+15mm木飾面板
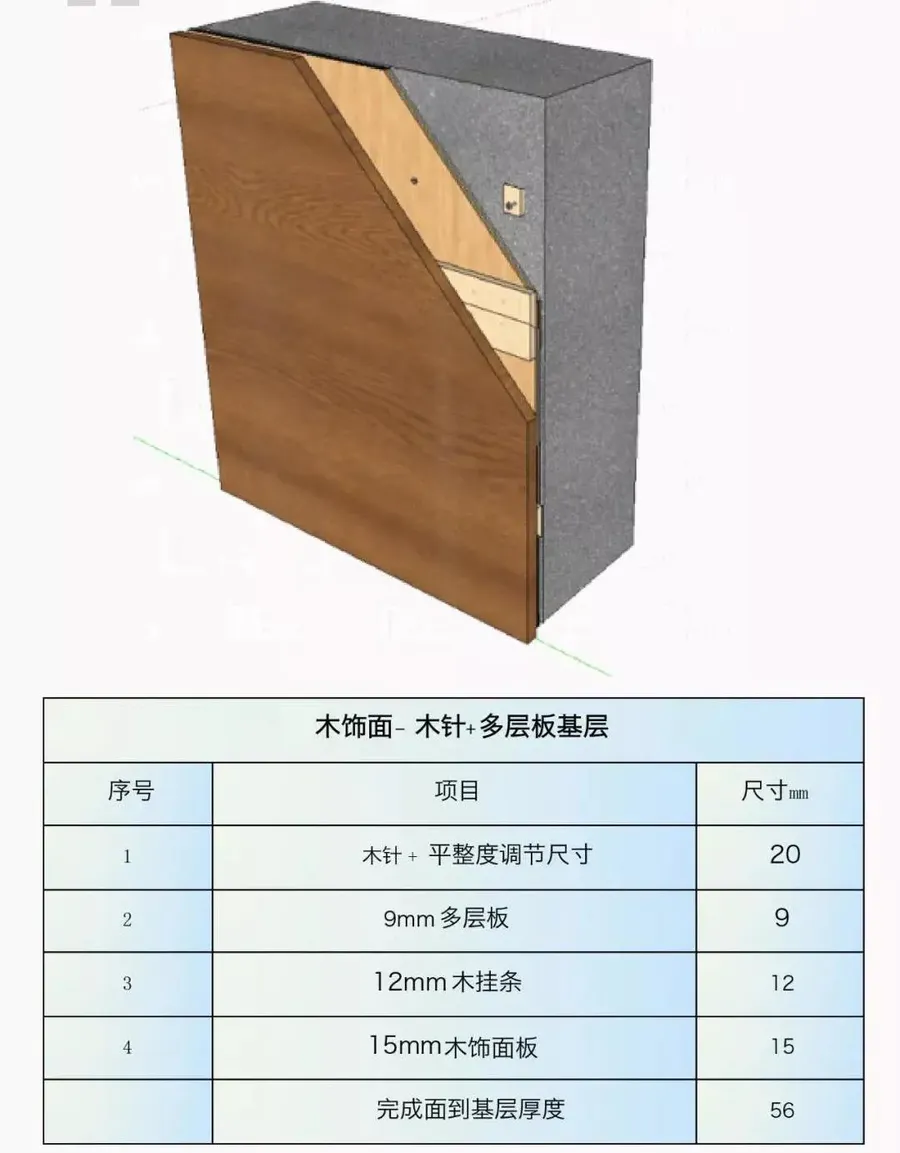
木飾面木針+多層板基層:
38卡式龍骨+50付龍骨+9mm多層板+12mm木掛條+15mm木飾面板
04
「常見質量通病」
實際操作過程中,因木飾面使用材料及制品不合格、施工過程操作或管理失控、外部環境條件的影響等原因造成一些常見的質量問題,稱作質量通病。
工藝槽內末貼皮、未做油漆
原因分析:
(1)生產單位與原設計人員缺乏溝通,對工藝槽內的具體要求不清楚;
(2)工期緊張或工廠生產任務重,生產周期不足,生產時疏忽大意;
(3)工廠生產經驗和技術力量不足,對裝飾工程質量要求不清楚;
質量問題示例圖片△
正確做法示例圖片△
解決辦法(預防措施):
(1)工藝槽寬≥5mm貼與大面同等質量的木皮、并做與大面同質油漆;槽寬<5mm的車間生產做與大面木皮同色的渾水油漆,漆膜表面應光滑平整;
(2)對深度≥5mm的工藝槽側面亦應貼皮和做油漆,質量要求同正面。對深度<5mm的工藝槽側面可以不貼皮,但應做與正面顏色接近的渾水漆,漆膜表面光滑平整。

正確做法示意圖△
釘眼未補
原因分析:
(1)粘結固定時沒有專業設備,膠粘劑固化較慢,生產時多采用槍釘做零時固定,故留下釘眼;
(2)臨時固定時使用的槍釘規格較大,殘留的釘眼也較大;
(3)槍釘沉入深度不足,釘頭幾乎與板件表面齊平,填補困難;

質量問題示例圖片△ ?

正確做法示例圖片△
解決辦法(預防措施):
(1)陽角拼裝建議采用專用或簡易設備,盡量不用或少用槍釘;
(2)必須使用槍釘時盡量使用小規格(紋釘)槍釘,盡量減小釘眼直徑;
(3)槍釘應沉入表面3mm以下,利于填補釘眼。
正確做法示意圖△
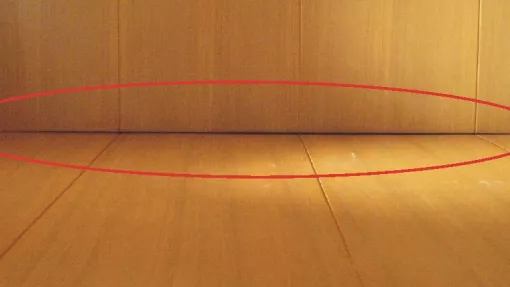
踢腳線、木飾面、門套下口發黑
原因分析:
(1)中纖板或刨花板基材極易受潮膨脹、變形、發黑;
(2)反面封閉不良導致吸潮發黑發脹;
(3)木飾面現場切割后未封閉處理;
(4)木飾面變形反面開槽未封閉;

質量問題示例圖片△

正確做法示例圖片△
解決辦法(預防措施):
(1)選用合適的基層材料,踢腳線、門套等嚴禁使用中纖板等易受潮基材;
(2)做好反面和地面油漆封閉,減少吸潮機會;
(3)現場鋸割后嚴格對鋸割面進行再封閉處理;
(4)嚴禁反面開槽,開槽后應對槽口嚴密封閉;
(5)墻體應干透再裝木飾面;
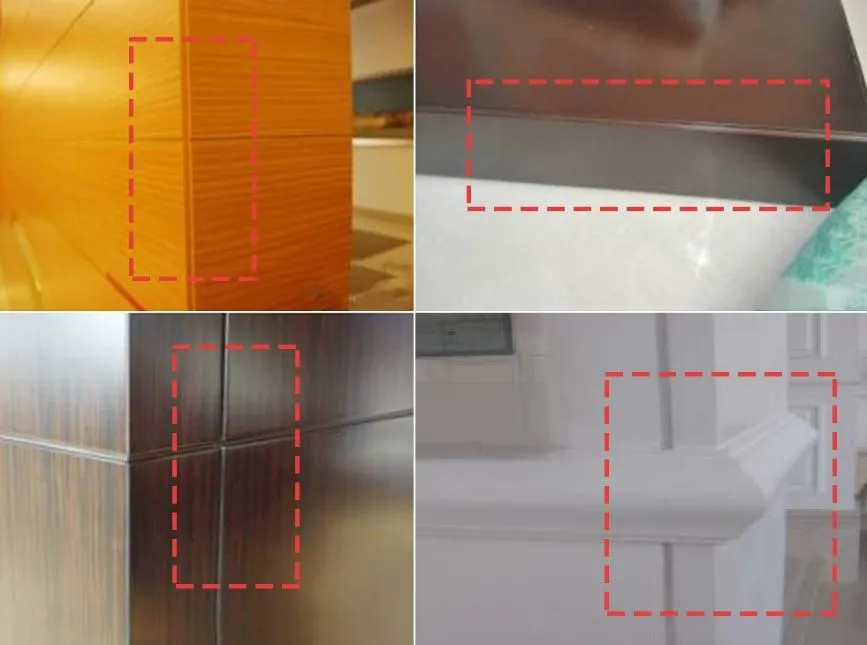
木飾面接縫大小頭、粗糙
原因分析:
(1)加工質量差,板件鄰邊垂直度偏差大;工藝槽寬窄深淺不一致;
(2)安裝時局部切割沒控制好,切割邊粗糙,不挺直;
(3)安裝誤差、前面板縫拼接不密,完工后誤差逐漸加大,無法調整。
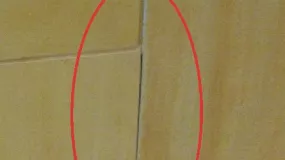
質量問題示例圖片△
解決辦法(預防措施):
(1)嚴格控制加工精度,保證板件鄰邊垂直偏差符合要求,保證工藝槽寬窄、深淺一致,形狀符合要求;
(2)安裝施工切割時力求精細,注意切割工具的鋒利,正確,鋸割后應進行修邊處理;
(3)安裝時應及時調整誤差,每道拼縫應進行校核,符合要求方可繼續安裝。










評論(0)